























|
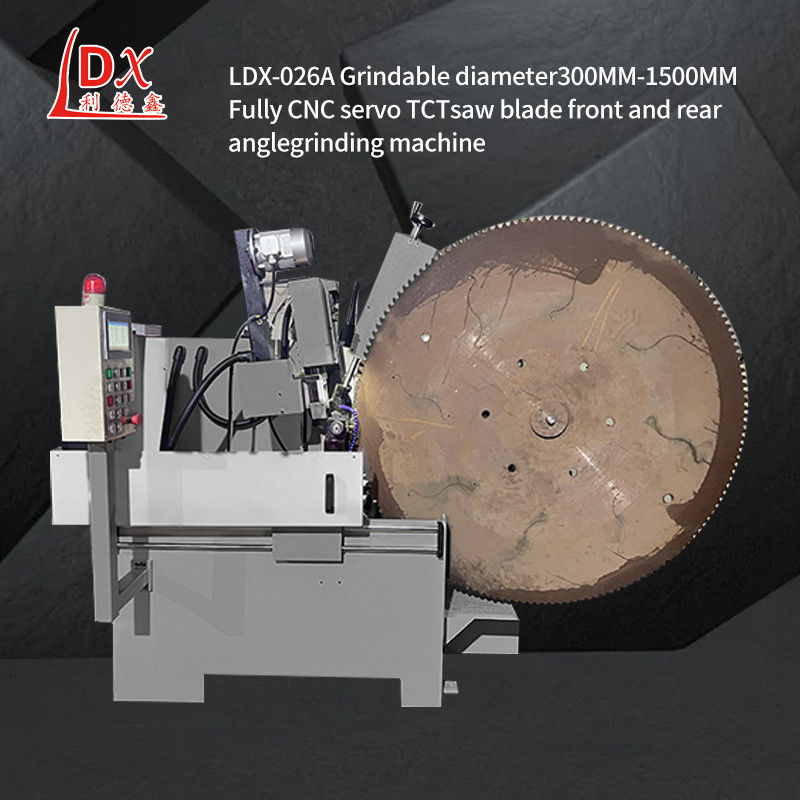
LDX-026A1500MM Máquina de rectificación de ángulo delantero y trasero de hoja de sierra de carburo CNC completa
Datos del producto:
| Lugar de origen: | Foshan, Guangdong, China |
| Nombre de la marca: | Lidexin |
| Certificación: | CU,ISO |
| Número de modelo: | Los datos de las pruebas de seguridad deberán estar disponibles en el sitio web de la autoridad comp |
Pago y Envío Términos:
| Cantidad de orden mínima: | 1 unidad |
|---|---|
| Precio: | Western Union |
| Detalles de empaquetado: | Apariencia ((Largo*Ancho*Alta):1600X1300X1900mm |
| Tiempo de entrega: | 10-15 días laborables |
| Condiciones de pago: | T/T, Western Union |
| Capacidad de la fuente: | 100 piezas al mes |
|
Información detallada |
|||
| Grillado de las capas negativas: | -27° | Ángulo de rotación de la cabeza de molienda: | Ángulo de rotación de la cabeza de molienda: 90° y 180° |
|---|---|---|---|
| Válvula de tensión: | con una tensión de 80 V | Peso total de equipo: | 1000 KG |
| espesor de la telaraña (placa de acero): | 1 a 12 mm | Inclinación del diente izquierda/derecha: | La parte superior del diente/cara del diente 45° |
| Resaltar: | Máquina de rectificación de hojas de carburo CNC,Máquina de rectificación de ángulo delantero y trasero |
||
Descripción de producto
LDX-026A1500MM Máquina de rectificación de ángulo delantero y trasero de hoja de sierra de carburo CNC completa
Procedimiento de funcionamiento de la máquina de rectificación de engranajes:
1En general, hay dos tipos de dientes, uno es de dientes triangulares y el otro es de dientes curvos.la llave inglesa en forma de L se debe utilizar para cambiar la forma del diente y seleccionar la forma del diente a moler.
2Antes de arrancar, la distancia entre la muela y la hoja de la sierra debe ser de al menos 10 mm, y luego arrancar.la distancia entre la rueda de molienda y la hoja de sierra debe mantenerse como mínimo de 10 mm, y luego arrancar la máquina, ajustar la barra de ajuste del golpe de la garra de empuje, de modo que el punto de impacto de la garra de empuje está en una posición adecuada
3Después de arrancar la máquina, si los dientes altos y bajos están rectificando, ajuste la diferencia entre la varilla de ajuste de los dientes altos y bajos, indicando la aguja y la pantalla de la escala.si los dientes altos y bajos están rechinar, ajustar la palanca de ajuste para la diferencia entre los dientes altos y bajos, y la aguja y la balanza indicadoras se muestran como cero.
La tecnología de alineación automática está diseñada para obtener de forma rápida y precisa la posición del límite de la ranura dental, que es la clave para lograr una alineación precisa de la herramienta.Hay una variedad de maneras de lograr la alineación automática, algunos de los cuales son comunes incluyendo:
1"Método de ajuste de la herramienta del sensor de emisiones acústicas (AE): el ajuste de la herramienta se realiza mediante el seguimiento de los cambios en la frecuencia del ruido generado por el contacto y el no contacto de las ruedas y engranajes de molienda.Este método tiene mayores requisitos para los sensores de emisiones acústicasSi la señal es débil y no es detectada por el sensor, puede producirse un daño a la pieza de trabajo del engranaje.
2"Método de herramienta del sistema de medición en la máquina: Las grandes máquinas de rectificación de engranajes de moldeo CNC están generalmente equipadas con un sistema de medición en la máquina, utilizando este sistema para la rectificación de herramientas,no sólo alta precisiónAl mismo tiempo, el sistema también puede calcular la cantidad permitida de molienda del espacio en blanco del engranaje, para formular el mejor método de molienda.
3Además, para lograr la alineación automática, también se puede ajustar de acuerdo con el principio de edición del programa de mecanizado de la máquina de rectificación de engranajes CNC.según el módulo y los requisitos de precisión del material de la pieza de trabajo, se selecciona la cantidad de herramienta de un solo paso y la velocidad de movimiento del marco de la pieza de trabajo adecuadas.y una cierta velocidad de alimentación debe mantenerse después del desplazamiento.
| Parámetros técnicos principales: |
| Rango de diámetro externo del procesamiento: ¢300- ¢1500 mm |
| El perforación interior de la hoja de la sierra:¢10-220 mm |
| espesor de la telaraña (placa de acero):1-12 mm |
| Rango de inclinación: 7 a 100 mm |
| Ángulo de la cara del diente: 5°~+30° |
| Ángulo dorsal superior del diente:6-45° |
| Inclinación del diente izquierda/derecha: 45° de la parte superior del diente/de la cara del diente |
| Las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte de las piezas de corte |
| Velocidad de molienda:0.5 a 6 mm/s |
| Velocidad de trabajo: máximo 20 dientes/minuto |
| Las dimensiones de las ruedas de molienda (diámetro exterior * orificio): (¢125mm*¢32mmX2mm) |
| Grillado de las capas negativas: -27° |
| Ángulo de rotación de la cabeza de molienda: 90° y 180° Velocidad de molienda: 26 m/s |
| Flujo de la bomba de refrigerante: 501/min |
| Volumen de la botella del refrigerante: 85 L |
| Potencia total: 2,2 kW |
| Váltidad: 380 V de tres fases |
| Peso total del equipo:1000KG |
| Apariencia ((Largo*Ancho*Alta):1600X1300X1900mm |
| Características técnicas: |
| Esta máquina está diseñada en referencia a las características de los tipos nacionales y extranjeros similares,que absorbe y analiza las ventajas del mismo tipo y mejora las funciones hasta cierto punto al mismo tiempo. |
| 1. Preestablecer muchos grupos de tipos de dientes y una sola tecla de operación multifuncional. |
| 2Los dientes planos trapezoides se pueden terminar a la vez, cuentan con rectificación CNC y tipos de dientes arbitrarios, y pueden mejorar la eficiencia en 3 veces;debido a la adopción de una operación de extracción de dientes mejorada, se mejora la precisión y se prolonga la vida útil. |
![]()
![]()
![]()